

摘要:本文详细阐述了冲裁模具的构造、安装与调整过程。内容包括模具的组成部分、结构设计、安装步骤及注意事项,并重点介绍了模具的调整方法和技巧。通过本文,读者能够全面了解冲裁模具的安装调整过程,确保模具的精确度和稳定性,从而提高冲压生产效率和产品质量。
本文目录导读:
冲裁模是冲压工艺中的重要组成部分,其安装调整的准确性和稳定性直接影响到冲压生产的质量和效率,本文将详细阐述冲裁模的构造、安装及调整过程,以帮助读者更好地理解和掌握相关知识和技能。
冲裁模构造
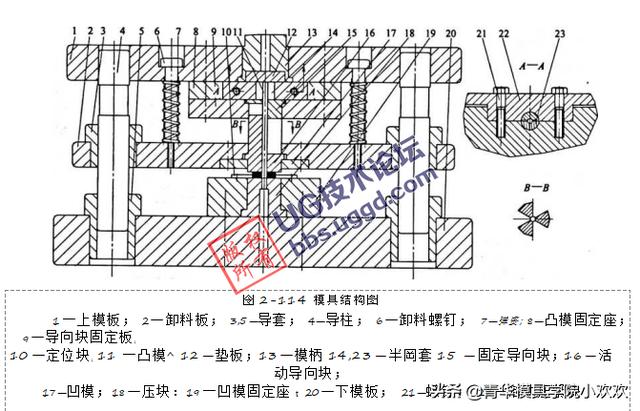
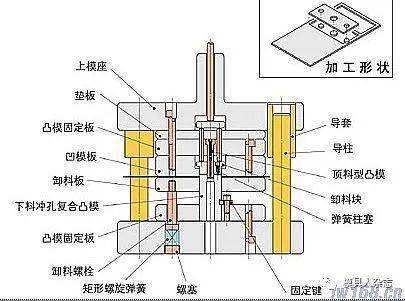
冲裁模的构造主要由模具底座、模板、刃口、定位装置、卸料装置等部分组成,刃口是冲裁模的核心部分,负责完成冲裁工作;定位装置用于保证冲压件在模具中的定位精度;卸料装置则负责将冲裁后的工件从模具中顺利卸下。
冲裁模的安装
1、安装前的准备
在安装冲裁模之前,需要对接模具和冲压设备进行检查,确保模具和设备的规格、尺寸相匹配,还需要检查模具的各个部分是否完好无损,特别是刃口部分是否存在磨损或损坏。
2、安装步骤
(1)将模具底座放置在冲压设备的相应位置,确保底座固定牢固。
(2)将模板安装到模具底座上,并确保模板与底座之间的紧固螺栓拧紧。
(3)安装刃口部分,确保刃口的锋利度和位置精度。
(4)安装定位装置和卸料装置,确保定位准确、卸料顺畅。
(5)对接电气控制系统,确保模具的动作与冲压设备的动作相匹配。
冲裁模的调整
1、调整前的准备
在调整冲裁模之前,需要了解冲压材料的性能、厚度以及工艺要求等信息,还需要检查模具的各个部分是否安装正确、紧固牢固。
2、调整步骤
(1)调整刃口间隙:确保刃口间隙均匀、合理,以保证冲裁质量和刃口寿命。
(2)调整定位装置:确保冲压件在模具中的定位准确,避免偏移或错位。
(3)调整卸料装置:确保冲裁后的工件能够顺利从模具中卸下,避免卡料或滞留。
(4)调整模具行程:根据冲压材料的厚度和工艺要求,调整模具的行程,确保冲裁过程的顺利进行。
(5)检查并调整模具的润滑系统,确保模具在冲压过程中得到充分的润滑,以延长模具寿命。
注意事项
1、安装调整过程中,要确保工作人员的安全,避免手部或其他部位接触到危险区域。
2、在安装调整过程中,需要使用专业的工具和设备,禁止随意更改或调整模具的结构和参数。
3、在调整过程中,要注意观察冲裁过程的变化,及时调整模具的参数和状态。
4、定期检查和维护模具,确保模具始终处于良好的工作状态。
5、对于复杂的冲裁模,建议寻求专业人员的帮助,以确保安装调整的准确性和稳定性。
冲裁模的安装调整是冲压工艺中的重要环节,其准确性和稳定性直接影响到冲压生产的质量和效率,我们需要认真掌握冲裁模的构造、安装及调整过程,以确保冲压生产的顺利进行,希望本文能够帮助读者更好地理解和掌握相关知识和技能,为冲压生产做出贡献。
附录:常见问题和解决方案
1、问题:刃口间隙不均匀
解决方案:检查刃口磨损情况,调整或更换刃口,确保间隙均匀。
2、问题:冲压件定位不准确
解决方案:检查定位装置是否损坏或松动,调整定位装置的位置和状态,确保定位准确。
3、问题:冲裁后工件滞留模具内
解决方案:检查卸料装置是否顺畅,调整卸料装置的位置和状态,确保工件能够顺利卸下。
4、问题:模具损坏或失效
解决方案:定期检查和维护模具,及时更换损坏的部件,确保模具处于良好的工作状态,需要注意操作规范,避免人为损坏。
通过以上介绍和分析,相信读者对冲裁模的构造、安装及调整过程有了更深入的了解,在实际操作中,我们需要认真细致、规范操作,以确保冲压生产的顺利进行。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...